通用的391.37A/B系统既可用于精镗又可用于端面切槽应用。它可以进行微米级的精密调节,以实现紧孔公差。通过可乐满Capto®或HSK设计模块化总成,以提高刀具灵活性。
![]()
![]()
![]()
![]()
![]()
![]()
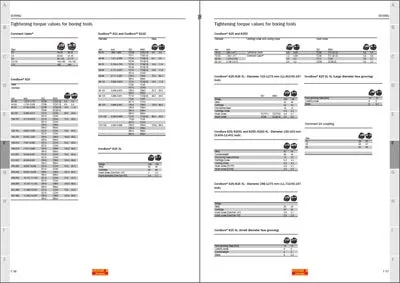
| R429U镗杆 | 镗削 | 端面切槽 |
| 直径范围 | 3-36 mm (0.118-1.42英寸) | 14-50 mm (0.551-1.97英寸) |
| 刀片选择 | 3-11 mm整体硬质合金镗杆 8-36 mm CoroTurn 107可转位刀片 |
CoroCut MB-09FA |
| 应用 |
|
|
 |
 |
 |
 |
|
| 带有可调配重 | 整体硬质合金镗杆 | 钢制镗杆 | 带焊接钢切削头的硬质合金镗杆 | |
| 镗削范围,mm (英寸) | 14–50 (0.551–1.97) |
3–11 (0.118–0.433) |
8–36 (0.315–1.417) |
8–32 (0.315–1.260) |
| 孔公差 | IT6 | IT6 | IT6 | IT6 |



| 材料 | 名称 | Vc m/min (英尺/分钟) |
Ra 0.8 μm (31微英寸) | Ra 1.6 μm (63微英寸) | ||||
| 刀片 | ap mm (英寸) |
fn mm/r (英寸/转) |
刀片 | ap mm (英寸) |
fn mm/r (英寸/转) |
|||
| 钢 | 46MnVS6 | 180 (591) |
TCEX 110302-L-F 1125 | 0.2 (0.008) |
0.25 (0.010) |
|||
| TCMT 110304-PF 4325 | 0.4 (0.016) |
0.09 (0.004) |
TCMT 110304-PF 4325 | 0.4 (0.016) |
0.13 (0.005) |
|||
| 超级双相不锈钢 | F55 | 130 (427) |
TCMT 110304-MF 1125 | 0.4 (0.016) |
0.07 (0.003) |
TCMT 110304-MF 1125 | 0.4 (0.016) |
0.13 (0.005) |
| 钛合金 | Ti6AI4V | 50 (164) |
TCGX 110204-ALH10 | 0.4 (0.016) |
0.10 (0.004) |
TCGX 110204-ALH10 | 0.4 (0.016) |
0.13 (0.005) |
| 铝合金 | ALAS9U3Y40 | 270 (886) |
TCGX 110204-ALH10 | 0.4 (0.016) |
0.09 (0.004) |
TCGX 110204-ALH10 | 0.4 (0.016) |
0.13 (0.005) |
| 铸铁 | K3.2.C.UT | 225 (738) |
TCMT 110304-PF 4325 | 0.4 (0.016) |
0.03 (0.001) |
TCMT 110304-PF 4325 | 0.4 (0.016) |
0.13 (0.005) |
| | 接柄和夹头系统 | ||||
|---|---|---|---|---|---|
| 首先选择接口/夹头, 然后选择接杆/夹头 |
可乐满Capto | CoroChuck 930 |
冷缩配合
接杆
|
弹性夹头
接杆
|
|
| +++ 很好 | 扭矩传递 | +++ | +++ | +++ | +++ |
| ++ 良好 | 跳动量 | +++ | +++ | +++ | +++ |
| + 好 | 平衡 | +++ | +++ | +++ | +++ |
| 镗削刀具接口 | | | | | |
| CoroBore 820 | 可乐满Capto | 1 | | | |
| DuoBore | 可乐满Capto | 1 | | | |
| CoroBore XL | 可乐满Capto | 1 | | | |
| CoroBore 825 | | | 1 | 2 | 3 |
| | 圆柱直柄 | 1 | | | |
| | EH | | 1 | | |
| 精镗头391.37A/B | 可乐满Capto | | | | |
| CoroBore 824 XS | 可乐满Capto | 1 | | | |
| CoroBore 824 XS | EH | | 1 | | |
| | | | | | |
| | | 1 | = 首选 | | |
| | | | | | |
| | | 2 | 3 | = 补充选择 | |
| | | | | | |
|
应总是首选带有可乐满Capto接口的刀具,它们能够提供出色的重复性和市场上的最佳稳定性。
|
 |
 |
 |
| | CoroBore 820 | ||
 |
 |
||
| 可乐满Capto基本刀柄和接柄 | CoroBore 825 | ||
 |
|||
| | DuoBore | ||
| |  |
||
| | 精镗头 | ||
| |  |
||
| | CoroBore XL | ||
| | |
CoroChuck™ 930 - 圆柱直柄镗削刀具的首选。
| CoroChuck 930高精度夹头采用最新的Fulcrum 技术,因此具有非常出色的跳动量精度以及极高的扭矩传递能力。它是目前市场上具有最佳的抗拔出安全性的夹头。 |  |
|
 |
| HD型 | CoroBore 825圆柱直柄 | ||
 |
| ||
| 细长型 | | ||
 |
| ||
| CoroBore 824 XS EH | |
| 冷缩配合接杆可用于提高可达性。然而,如果对可达性有要求,最好选择带集成式减振机构的CoroBore 825。 |  |
|
|
| 冷缩配合接杆 | CoroBore 825圆柱直柄 |
| |  |
|---|
| 弹簧夹头可与CoroBore 825圆柱直柄一起使用。然而,与HydroGrip相比,由于夹紧力较低和跳动量较大,这不是最佳解决方案。此外,它不能单独调节平衡。 |  |
|
|
| 弹簧夹头接杆 | CoroBore 825圆柱直柄 |





















