
ACM (高级切屑管理) 容屑槽槽型可确保沿着整个刀具长度上有足够的容屑空间,易于小的好管理的切屑形成。
独特的表面处理使容屑槽表面非常光滑从而降低了加工时的扭矩。

精确的深孔钻削长度可达30个钻头直径,而无需啄钻

高速高进给量从而实现高的生产率,并降低了单孔成本




将CoroChuck 930与CoroDrill 861组合使用可实现轻松快捷的刀具装夹和换刀,保持高效生产。
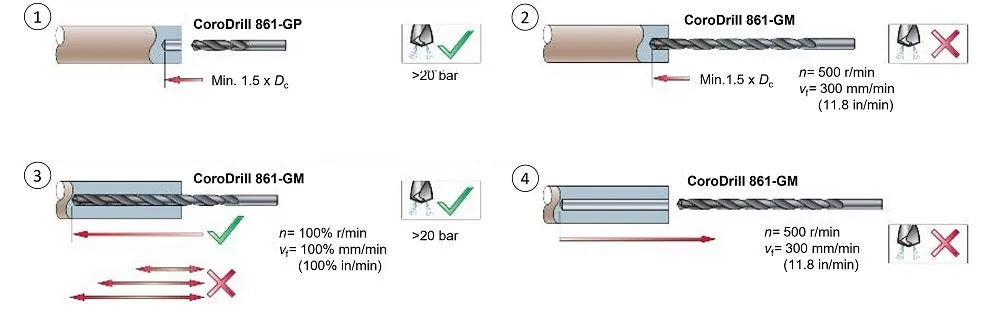
为实现最大性能和生产率,山特维克可乐满可在使用CoroDrill 861-GM时实施加工策略。

我们的修磨服务最多可将您的圆柄刀具修磨3次,可以大幅节约成本。






















